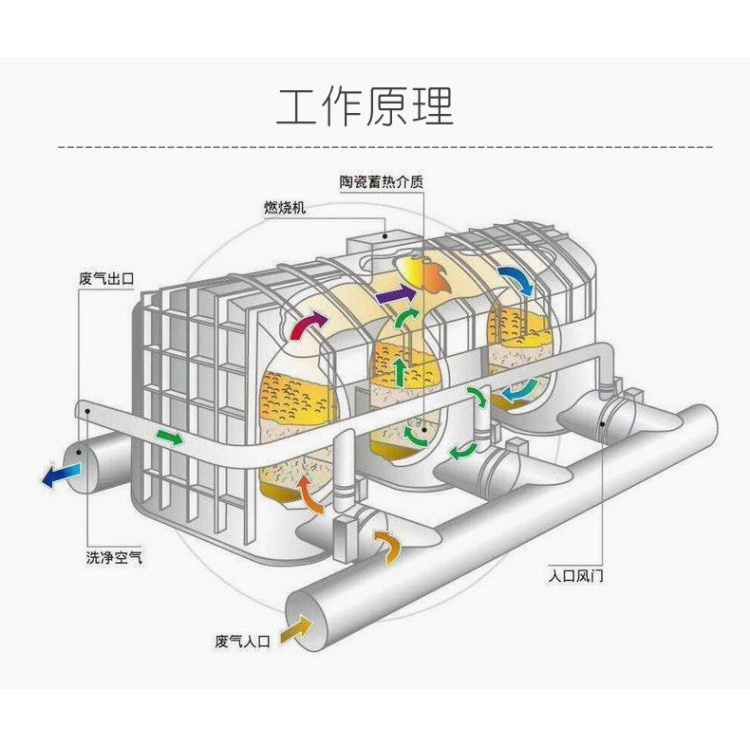
RCO净化原理
在工业生产过程中,排放的有机尾气通过引风机进入设备的旋转阀,通过选转阀将进口气体和出口气体完全分开。气体首先通过陶瓷材料填充层(底层)预热后发生热量的储备和热交换,其温度几乎达到催化层(中层)进行催化氧化所设定的温度,这时其中部分污染物氧化分解;废气继续通过加热区(上层,可采用电加热方式热方式)升温,并维持在设定温度;其再进入催化层完成催化氧化反应,即反应生成CO2和H2O,并释放大量的热量,以达到预期的处理效果
RCO产品性能特点:
一、操作方便,设备工作时,实现自动控制,安全可靠。
二、设备启动,仅需15~30分钟升温至起燃温度,耗能仅为风机功率,浓度较低时自动补偿。
三、采用贵金属钯、铂浸渍的蜂窝状陶瓷载体催化剂,比表面积大,阻力小,净化率高。
四、余热可返回烘道,降低原烘道中消耗功率;也可作其它方面的热源。
五、使用寿命长,催化剂一般两年更换,并且载体可再生。
六、不产生氮氧化物(NOX)等二次污染物;
七、安全性高、净化效率高达99%以上;
八、热量回收率,热回收效率≥95%。
九、占地面积小:仅为同行业同类产品的70%~80%,且设备基础无特殊要求。
RCO催化燃烧设备应用领域:
用于中高温、中高浓度的有机混合废气;
适用于喷漆车间的废气处理(不含卤素、重金属类);
适用于电子产品制造及集成电路的废气处理;
适用于电线、电缆、漆包线、电机、化工、仪表、自行车、家电等行业的废气处理
 催化燃烧设备 活性炭吸附脱附一体机
催化燃烧设备 活性炭吸附脱附一体机
 元润rco催化燃烧设备 活性炭吸附脱
元润rco催化燃烧设备 活性炭吸附脱
 RCO催化燃烧设备 沸石活性炭吸附脱
RCO催化燃烧设备 沸石活性炭吸附脱
 4-72离心式风机工业380V防爆引风通
4-72离心式风机工业380V防爆引风通
 元润布袋除尘器 脉冲单机袋式除尘器
元润布袋除尘器 脉冲单机袋式除尘器
 元润移动式烟尘净化器 电焊焊接焊锡
元润移动式烟尘净化器 电焊焊接焊锡
 元润rto蓄热式焚烧炉印刷废气处理沸
元润rto蓄热式焚烧炉印刷废气处理沸
 脉冲布袋除尘器 单机除尘器 箱式旋
脉冲布袋除尘器 单机除尘器 箱式旋
 活性炭废气净化器 蜂窝活性炭吸附环
活性炭废气净化器 蜂窝活性炭吸附环
 元润活性炭吸附箱 喷漆房漆雾干式过
元润活性炭吸附箱 喷漆房漆雾干式过
 元润油烟净化器 静电式除烟设备 等
元润油烟净化器 静电式除烟设备 等
 元润活性炭吸附塔环保箱废气处理设
元润活性炭吸附塔环保箱废气处理设
 pp喷淋塔工厂酸雾净化脱硫降温除尘
pp喷淋塔工厂酸雾净化脱硫降温除尘