一、铸钢节点的特点:
1.造型美观、可塑性强、设计自由度大;
2.形状复杂、多分支;
3.体积和重量大;
4.均质性差。
二、铸钢节点结构形式
1.树型铸钢节点:用于主管与多支管相贯。
2.铰接型铸钢节点:用于杆件端部和支座处。
3.混合型铸钢节点:上述两种铸钢节点组合。
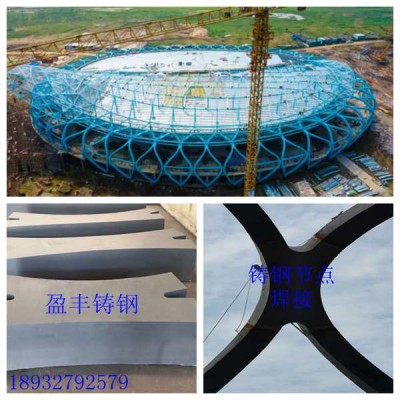
4.球型铸钢节点:多管相贯于球。
5.异形铸钢节点等。
三、铸钢节点设计
铸钢节点具有造型和受力复杂的特点。
1.造型设计:要考虑铸钢件铸造时的钢水流动性、壁厚敏感性,防止出现造型缺陷和粗大金属组织;2.受力分析:要明确传力路线、受力状态和受力大小;采用ANSYS、MIDAS等有限元软件建立三维实体模型,施加受力载荷,进行铸钢节点受力分析,检查节点的变形和应力分布状况,找出受力薄弱地方和应力集中点,评估节点承载的安全性或对节点造型及壁厚设计加以改进和完善。必要时需进行铸钢件足尺力学性能试验并与理论计算分析对比,以证明节点设计满足承载要求。
四、建筑钢结构用铸钢件材质
主要采用铸造低合金钢,常用标准:中国GB7659,牌号有ZG20SiMn等;日本JIS G5102 牌号有SCW480等;德国DIN17182标准严格,C元素及S、P有害元素的允许含量比其他标准均低,从而使铸钢件有更好的塑性、韧性和焊接性能。
常用铸钢件材质DIN17182铸钢件牌号为GS-20Mn5N,化学成分(%):C0.17-0.23,Si≤0.60,Mn1.0-1.5,,P≤0.02,S≤0.015,Cr≤0.30,Mo≤0.15,Ni≤0.40
参照DIN17182的GS20Mn5N并且进一步降低C和P的含量为本工程铸钢材质:C0.15-0.18,Si≤0.55,Mn1.0-1.3,,P≤0.0015,S≤0.015,Cr≤0.30,Mo≤0.15,Ni≤0.40
为确保良好的焊接性能,焊接当量按国际焊接学会(IIW)推荐公式:Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)(%)
计算确定应控制在Ceq≤0.42%
GS-20Mn5N的力学性能为:
屈服强度≥260-300MPa(按壁厚),抗拉强度500-650MPa,延伸率≥22%,V型缺口冲击功≥50J
五、铸钢件技术要求
1.化学成分及力学性能应符合标准规定
2.制造:钢的冶炼方法和铸造工艺由供方决定,铸件清理、精整和进行热处理,对需要焊补的铸件可按供方标准和按合同的规定进行;铸件的形状尺寸和重量应符合图样或会同的规定。
3.质量:
表面质量:应清理干净,修整飞边、毛刺、粘砂和氧化皮,经喷丸处理后表面粗糙度Ra≤50微米;不允许有裂纹和超标的气孔、缩松、缩孔、夹砂及明显凹坑等缺陷;铸钢件应避免形状突变,应用平滑曲面连接过度。
内部质量:铸件不允许有影响使用性能的裂纹、冷隔、缩松、夹渣等缺陷存在;超声波探伤按GB7233进行,铸钢件管(端)口150mm以内及耳板区域100%超声波检测,质量等级为II级,其余部位按外表面的10%或20%超声波检测,质量等级为III级;外表面R部位及疑似缺陷部位可用磁粉探伤或着色探伤检测,并按GB9444或GB9443进行,质量等级为II及或III级。
尺寸偏差:外形尺寸应符合图样要求,尺寸偏差应符合GB6414标准中CT12级要求,机加工部位GBT1800.4标准IT12级执行。
最重要的是保证各管(端)口空间位置的尺寸,即严格控制各管(端)口的偏移、扭转和变形。
耳板上销轴孔的形状尺寸和同心度也应严格控制。
涂装处理:涂装前应进行喷丸处理,符合GB8923的规定,除锈等级2.5级;表面涂装按GB11373的规定进行,采用富锌环氧底漆防腐,漆膜厚度符合图样或GB50205的规定,面漆的颜色及漆膜厚度应符合图样要求。
六、检验规则
1.检查和验收由制造厂质量检验部门进行,监理抽检,第三方复验。
2.组批:同一铸钢牌号,同一熔炼炉号,同炉热处理的铸件为一批。
3.取样:每熔炼炉号取一个化学分析试样。
每批铸件取一个拉伸试样和三个冲击试样为一组试块,共需3-4组试块(一组检验、一组复验、一组供第三方抽验或一组备用)。试块应随炉单独铸出。
4.评定和复验:化学分析结果符合所属牌号铸钢化学成分的规定时为合格。
力学性能检测结果符合所检牌号铸钢的力学性能规定为合格。试验时:拉伸试样一个,试验值应合格;冲击式样三个,三个试样平均值应合格,其中一个试样的值不得低于规定值的70%。允许对不合格的试验复验:拉伸复验,应从同批试块上取两个试样,每个试样的试验结果均应合格。冲击试验复验,应从同批试块上取三个试样,试验结果应符合规定,且包括初次检验在内共六个试样试验结果的平均值应符合规定。
当力学性能检验和复验不合格时,允许对该批铸件和试块重新热处理,然后重新检验,单重新热处理不得超过两次。
七.铸钢件的焊补
1.铸钢件可焊接修补,焊补工艺由供方确定,焊补前需进行焊补工艺评定,且合格;焊补位置和范围等由监理及第三方检测单位见证并进行记录,焊补后应由监理及第三方检测单位见证并进行记录,焊补后应按检查主铸钢件同一标准进行检查。同一部位焊补不得超过两次,重大焊补后需进行回火热处理。
重大焊补指:铲修后形成面积较大较深的凹坑缺陷、长度较长的裂纹类缺陷或贯穿性裂纹及应力集中部位缺陷的焊补等。
八.热处理
1.铸钢件铸态组织晶粒粗大,力学性能差,须按设计或规范进行热处理。铸钢热处理方式包括退火、正火、正火加回火和调制。
2.铸钢件通常采用正回火处理方式。试块应随铸件同炉热处理,出炉试块应封样妥善保管。
3.重大焊补后的铸钢件应进行回火消除应力热处理,回火温度应不超过正回火时的回火温度。
4.热处理炉温应有效控制,做好热处理记录。
九.标志和出厂证明
1.铸件上应有图号或件号标记,同时铸件上应标记中心检测点、四分点、轴线等定位标记。机加工面应做好保护。
2.出厂证明文件除铸件名称、规格、数量及产品合格证外,应有熔炼炉号、批号记录、化学成分分析、力学性能检测报告、热处理记录、超声波探伤报告、磁粉或者探伤报告、表面质量和几何尺寸检查记录并附简图等。
3.供第三方检测的试块或试样。
 人行跨桥钢结构铸钢节点
人行跨桥钢结构铸钢节点
 广西铸钢节点 南宁钢结构铸钢件
广西铸钢节点 南宁钢结构铸钢件
 空间网架铸钢节点 建筑用铸钢件
空间网架铸钢节点 建筑用铸钢件
 广东钢结构节点铸钢件
广东钢结构节点铸钢件
 G20Mn5铸钢节点 ZG340-550H钢结构
G20Mn5铸钢节点 ZG340-550H钢结构
 铸钢节点 铸钢件 钢铸件 报价
铸钢节点 铸钢件 钢铸件 报价
 大跨径空间钢结构铸钢节点
大跨径空间钢结构铸钢节点
 铸钢件 铸钢节点 钢铸件
铸钢件 铸钢节点 钢铸件
 幕墙钢铸件 大型厂家生产直销
幕墙钢铸件 大型厂家生产直销
 建筑工程异形空间钢结构节点铸钢件
建筑工程异形空间钢结构节点铸钢件
 铸钢节点在国内钢结构工程中的应用
铸钢节点在国内钢结构工程中的应用
 安徽铸钢节点 合肥铸钢件 蚌埠钢
安徽铸钢节点 合肥铸钢件 蚌埠钢









